






Choosing the right paint oven system will provide the optimal function and capacity for the job at hand.
Given the many options in terms of energy source, required maintenance and paint defects, it’s important to consider the many variables to help decipher between the various paint oven systems on the market today.
Paint oven systems primarily use convection or infrared energy to accelerate the dry time of powder or liquid coated products. The construction, components and energy consumption will vary between these two types. Understanding the root cause of paint defects and how to identify and eliminate them within your chosen paint oven system is important. With this knowledge in mind, you can choose the oven that best suits your product needs.
Infrared Paint Oven Systems
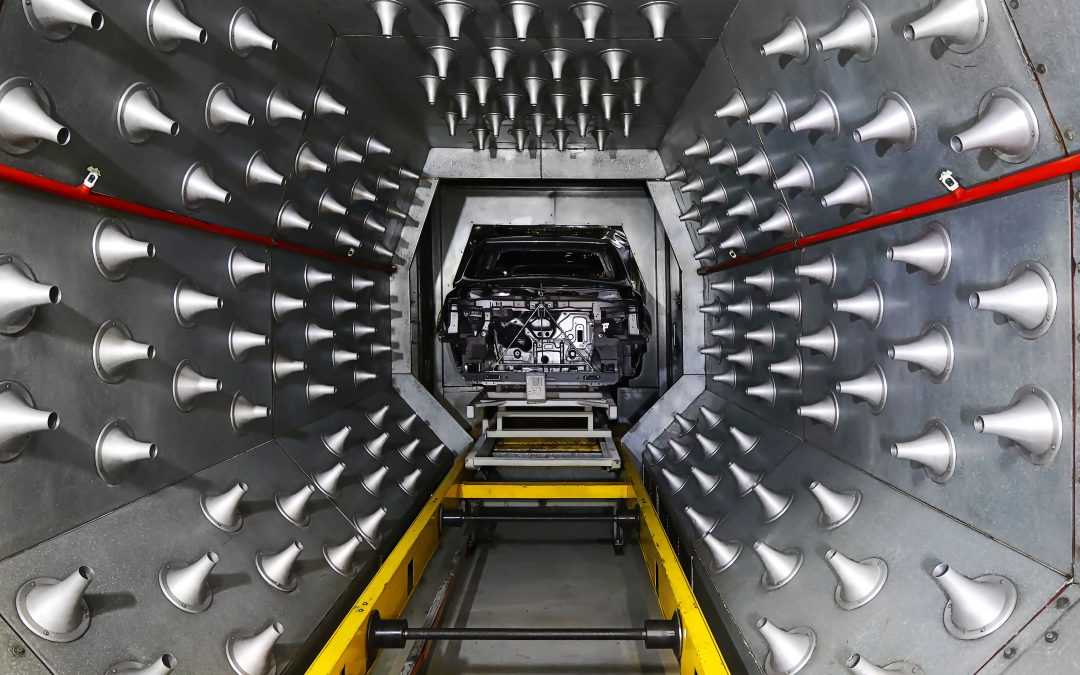
Infrared (IR) paint oven systems use infrared radiation inside a vacuum to create heat. These paint oven systems transfer radiation more quickly than convection ovens and use less energy since they do not rely on heating the surrounding air first. This is advantageous when it comes to paint defects since dust and dirt contamination are greatly reduced.
The IR lamps are the source of the energy, and do not require heating the air first before transmitting energy (heat) onto the part. One downside of infrared oven systems is the energy only travels out in a straight line – picture heat waves coming off a lamp. The parts that are closer to or facing the source directly, are those that get the best absorption. A good analogy is a flashlight shining on just one area without the light radiating out. Symmetrical two-dimensional parts would get the best absorption in the IR oven. Three-dimensional or more complex parts need to be rotated for internal or hidden surfaces to absorb an adequate amount of heat. These systems generate energy from electricity or gas sources.
Convection Paint Oven Systems
Convection paint oven systems use a fan and exhaust system to circulate hot air over and around products so that they dry evenly. The exhaust system contains contaminants and captures overspray within the paint booth before funneling them out. As such, a functioning exhaust system will help eliminate ‘dirt’ that causes paint defects – more on that later.
Convection paint oven systems are the common choice in the industry, despite being slower working compared to IR ovens. Why are they slower? They require more energy to heat the surrounding air before transferring heat. To maximize efficiency, proper airflow and distribution needs to be always maintained. If air flow is off, not only will contaminants linger, but paint application and curing can result in defects, or the piece could take longer to dry which affects production.
Why are convection paint oven systems still the go-to in the industry? Convection heat is safe, and you are unlikely to burn or damage a part if you control the temperature. This is not the case in an IR oven. Another advantage of convection paint oven systems is that there is no limitation on part shape so even highly irregular surfaces can be evenly coated. This is because air is blown around the parts, so every hidden piece and crevasse will be taken care of. Convection paint oven systems will also work with more diverse types of coatings and product substrates compared to IR ovens.
Paint Oven Systems Component Breakdown
Now that we understand the basics of convection and infrared paint oven systems, let’s take a look at the different paint over system components of each booth. Each paint oven booth usually consists of at least three components:
1. Heat Up Zone: The pieces you are painting (such as an automotive part) are heated up to an appropriate temperature to prepare for paint application and curing. The size of this paint oven zone will differ depending on your facility, the size of parts being painted, conveyor carriers, and chains. The heat load is the amount of energy needed to maintain an area within a set temperature range. Parameters used to calculate heat load include loss of radiation, loss of heat through any openings, heat absorption by the product, heat absorption by conveyor or chain and air/exhaust requirements. This is a critical aspect of this zone since the temperature needs to be maintained as parts enter and exit. The amount of energy needed will vary depending on the burner size.
2. lding Zone: Paint curing is the process of hardening or preserving the paint so that it is durable enough to resist scratches and wear-and-tear. The holding zone is where paint curing takes place. Again, depending on the paint oven system it will either be heated with convection or infrared energy. The size of the burner will influence the amount of time needed to achieve the minimum paint curing temperature – the average is 30 minutes. Paints usually take about 20 minutes to cure once the optimal temperature is reached inside the oven. The time and temperature needed for parts will vary depending on the type of paint or coating.
3. Heating System: Typically consists of a heater box, ductwork, burner, fan, and heat exchanger (HEX) – although these components also vary. There are several types of heating systems that are worth understanding:
Direct-fired ovens: Hot air flows into the oven, often with the combustion products. This is not optimal for white paint, since the by-products can cause yellowing or darkening. For this reason, direct-fired ovens are typically used for Electro-coat (E-Coat) undercoating or black paints, and sealers. However, if the oven exhaust system cannot handle the number of volatile compounds being produced, then even the paints recommended for this type of oven can result in a defective final product. These types of ovens are not used for clear, top, or base coats. Air-to-air heat exchange (HEX) is not used in these paint oven systems. These systems require explosion relief plans since the volatile compounds in the combustion by-products can reach the burner’s flame.
Indirect-fired ovens: Hot, combusted air is used to heat ‘new’ air using an air-to-air heat exchanger (HEX). The hot air flows into the oven and is free of combustion by-products. Here, white paints as well as other colours will be altered or yellowed. These ovens are safer since volatile organic compounds are not anywhere near the burner flame.
Semi-indirect ovens (or semi-direct ovens): Not as common in the industry but are worth mentioning because they are considered a safer option. This oven has a separate firing chamber where the burner sits. An air blower pushes the hot, combusted air into the oven’s ductwork which recirculates and carries the air into the oven. There is no HEX used here, but due to the separation of the burner, volatile compounds do not reach the burner.
4. Conveyors and Chains: An important part of a paint oven system includes the conveyors and chains that move painted products from point A to B in your facility. Of course, the oven burners need to accommodate the size of these parts as well as their heat load, making sure they are not damaged in the hot temperatures needed in the heating and holding zones. One critical element in protecting these parts of your assembly line is covering the chain and carrier using a metal sheathe. This will reduce the amount of dirt, debris, grease, and oil that the conveyor can bring into the oven which could cause paint defects. Covering the chain and carrier not only protects these parts and helps them last longer, but also lowers the heat load within the oven which saves on energy requirements.
Paint Defects – The Basics
Now that we understand the differences between paint oven systems and their function, we can begin to appreciate the precision that is required to keep these environments defect-free. This is a common frustration within the industry. First time quality manufacturing is desirable because, of course, you want the product to be painted correctly the first time, every time.
The typical ‘dirt’ can be dust, fibers (largely categorized into cotton and synthetic), or any other physical particles (hair, lint). A paint chip, thin paint in one area, or too much in another – are other types of paint defects. The variability in origin, causes, and prevention techniques for paint defects is immense.
Some common paint defects include:
- Rust – caused by factors such as facility aging, exterior/interior breakdown of factory infrastructure and components
- Bittiness – obvious visible particles
- Bleeding – discoloring/stain caused by a previous coat of paint
- Blistering – paint no longer adheres and forms a bubble due to moisture
- Chalking – a residue resembling powder that forms once paint is exposed to weathering
- Oil – from various sources such as automotive assembly line conveyors or overhead monorail systems
- Condensate – water that condensates along the paint process
- Ash – aged condensate
- ‘Dirt’ or debris – from disintegrating or leaking or falling parts of the facility due to various factors such as neglect or age.
Blowouts – What is a ‘blowout’ event?
A ‘blowout’ is a serious failure event that may cause an emergency pause in a facility. This occurs when an unfavorable environmental atmosphere leads to waste by-products that affect the production line. The wastes build up and reach a dangerous boiling point. How does blowout occur? It could result due to process or infrastructure issues as breakdown of structural oven or tunnel components. In many cases, you need an expert to identify and deal with these areas quickly and effectively.
What typically occurs in this case is onsite engineers call an emergency scan of their areas that technicians check and report back on. This is ineffective and usually causes problems to persist. This is where working with a leader like TEAM Group makes the difference. We are experts in maintaining and fixing infrastructure processes in facilities. It’s what we do.
Having a quality paint defect analysis software and procedure in place will help reduce the severity of paint defects over time. How? Since the paint defects will be mitigated at the source, higher quality paint will be used up-front, thus increasing the quality of your products.
Using a paint defect analysis software is a fool proof way to equip your team members with the tools and training required to monitor for paint defects. In the long run, this will help your business avoid costly mistakes and wasted products. Every industry is going digital, so getting on to of the latest software and digital tracking platforms is extremely worth it.
TEAM Groups’ Paint Defect Solutions Software (PDSS) uses a suite of scientific methods and tools to support improving your product and uses data to do a root cause analysis. This includes identifying the layer the paint defect occurred, analysis and taking samples. Various steps and methods to success such as conformance walkthroughs, crater testing, zone by zone tablet review are part of the process. A microscope is used, and defects are inputted into the platforms database from which reports are seamlessly generated to inform paint control and facility management. This helps analyze long term trends and monitor and identify sources of paint defects before major issues occur.
TEAM Groups’ Paint Defect Solutions Software (PDSS) uses a suite of scientific methods and tools to support improving your product and uses data to do a root cause analysis. This includes identifying the layer the paint defect occurred, analysis and taking samples. Various steps and methods to success such as conformance walkthroughs, crater testing, zone by zone tablet review are part of the process. A microscope is used, and defects are inputted into the platforms database from which reports are seamlessly generated to inform paint control and facility management. This helps analyze long term trends and monitor and identify sources of paint defects before major issues occur.
TEAM Group has the expertise in gathering consistent, long-term data to help understand trends. Presenting data visually (charts, graphs etc.) will make it more easily understood by those working directly, and indirectly with the paint defect analysis software. This will make the data more relevant and useful. Gathering data in this way will result in a reduction of defects and improved throughput and efficiencies in your paint oven systems.
Purchasing a convection or infrared oven is a large commitment and expense. To be sure of the type that best suits your needs, we recommend you contact TEAM Group, a private company that has experience offering industrial cleaning and facility maintenance advice – including paint booth cleaning and paint defect analysis – to thousands of clients throughout North America, Europe, and Asia. TEAM Group partners with high-ranking Fortune 500 OEM and Tier 1 corporations within the automotive, aerospace, and heavy equipment manufacturing industries to develop a complete facility cleaning program.
Do you need advice regarding which paint oven system is best for you? TEAM Group has the expertise to help you determine which is right for your production needs including advice on cleaning and maintenance. We already specialize in and provide support in cleanroom-controlled environments and industrial cleaning support services to large-scale production environments worldwide.
Additional Resources:
https://www.durr.com/en/products/paint-shop-application-technology
https://team-group.com/paint-booth-maintenance/